| Buttweld pipe fittings : |
Buttweld pipe fittings of 45, 90, 180, L.R./ S.R Elbows, Equal/Unequal Tees, Barred tees, Reducers, stubends, caps, cross, short radius Bends up to size 32" N.B., 800 MM N.B.We are specialist of Pipe Fittings in Monel, Inconel, Coupro Nickel, Titanium,904L, Duplex, Aluminium, Hastalloy, Alloy20,L,T,C,S.,Alloy Steel,P11,P22,P5 & P9, P91. |
Long radius Piggable Bends : |
Seamless & Welded long radius piggable bends in 2D, 5D, 8D upto 22D, 45,90,180,360 sizes upto 24" N.B.half and full size rings and spray ring headers upto 7000 mm dia. Also manufacture 'J'. 'S', ' U' and special bends,tangents lengthas per requirement.Oval rings, spool pieces etc.as per customer drawing & specification.For L.R. Bends dimension, Flattening on any point max.1.7% ovality within 1% of the Diameter of pipe, Deg.+/- 1.5, Thinning max.5% of W.T., No flaring, wrinkle free bends, dummy pig pass test done with 96.5% ID of bend. |
|
| Material of Construction |
| MATERIAL |
SIZE (MM) |
SCH. |
THICKNESS |
SPECN. |
METHOD |
| STAINLESS STEEL |
15 NB to 250 NB
40 NB to 800 NB |
5S to XXS
5S to 80S |
1.65 to 22 mm
1.65 to 25 mm |
A 403
A 403 |
SEAMLESS
WELDED |
| ALLOY STEEL |
50 NB to 500 NB
300 NB to 800 NB |
40 to XXS
10, 20, 30, 40, 80 |
3.91 to 30 mm
6.35 to 36 mm |
A 234 WP
A 234 WP |
SEAMLESS WELDED |
| CARBON STEEL |
50 NB to 500 NB
200 NB to 800 NB |
40 to XXS
10, 20, 30, 40, 80 |
3.91 to 40 mm
6.35 to 45 mm |
A 234 WPB
A 234 WPB |
SEAMLESS WELDED |
LOW TEMP
CARBON STEEL |
25 NB to 400 NB
200 NB to 800 NB |
10, 20, 30, 40, 80
10, 20, 30, 40, 80 |
3.91 to 30 mm
6.35 to 40 mm |
A 420 WPL
A 420 WPL |
SEAMLESS WELDED |
CUPRO-NICKEL,
MONEL,TITANIUM, |
15 NB to 250 NB
40 NB to 800 NB
1/2" to 8" OD |
5S to XXS
5S to 80S
22 SWG to 6 SWG |
1.65 to 22 mm
1.65 to 25 mm
0.80 to 22 mm |
ASME,
ASTM,
BS, DIN, |
SEAMLESS WELDED |
ALUMINIUM
INCONEL,
HASTALLOY &
UNS DESIGNATION |
15 NB to 250 NB
40 NB to 800 NB
1/2" to 8" OD |
5S to XXS
5S to 80S
22 SWG to 6 SWG |
1.65 to 22 mm
1.65 to 25 mm
0.80 to 22 mm |
ASME,
ASTM,
BS, DIN, |
SEAMLESS WELDED |
| We also Supply |
SS/AS/CS/LTCS
CU/NI/AL/TI |
15 NB to 80 NB |
3000, 6000,
9000 # |
SOCKET WELD |
A182/A105
ASTM/BS |
FORGED |
SS/AS/CS/LTCS
CU/NI/AL/TI |
15 NB to 80 NB |
150, 300, 600,
900# |
WN, SORF,
BLRF |
A182/A105
ASME/ DIN |
FORGED |
ASTM A234/234M PIPE FITTINGS OF WROUGHT CARBON STEEL FOR
MODERATE AND ELEVATED TEMPERATURE |
ASTM
Grade |
C |
Mn |
Si |
S |
P |
Cr |
Ni |
Mo |
Other |
Tensile
Psi(MPa) |
Yield
Psi(MPa) |
Elongation
% |
Hardness
HB |
| A234 WPB |
0.30
max. |
0.29
1.06 |
0.10
min. |
0.058
max |
0.050
max |
|
|
|
|
60000-85000
(415-585) |
35000
(240) |
30Recp.Spc.
22Round Spc. |
197 |
A234/234M
WP11CL-1 |
0.15 |
0.30
0.60 |
0.50
1.00 |
0.030
max |
0.030
max |
1.00
1.50 |
|
0.44
0.65 |
|
60000-85000
(415-585) |
30000
(205) |
30Recp.Spc.
22Round Spc. |
197 |
A234/234M
WP 5 |
0.15
max |
0.30
0.60 |
0.50
max |
0.030
max |
0.040
max |
40..
6.00 |
|
0.44
0.65 |
|
60000-85000
(415-585) |
30000
(205) |
30Recp.Spc.
22Round Spc. |
217 |
A403/403M
WP304L |
0.035
max |
2.00 |
1.00
|
0.030 |
0.045 |
18.00
20.00 |
8.00
13.00 |
|
|
70000
(485) |
25000
(170) |
28(Longit)
20(Transv.) |
|
A403/403M
WP310 |
0.015
max |
2.00 |
1.50 |
0.030 |
0.045 |
24.00
26.00 |
19.00
22.00 |
|
|
75000
(485) |
30000
(205) |
28(Longit)
20(Transv.) |
|
A403/403M
WP316L |
0.035
max |
2.00 |
1.00 |
0.030 |
0.045 |
16.00
18.00 |
10.00
15.00 |
2.00
3.00 |
|
70000
(485) |
25000
(170) |
28(Longit)
20(Transv.) |
|
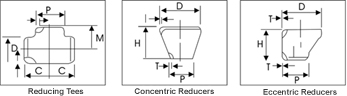
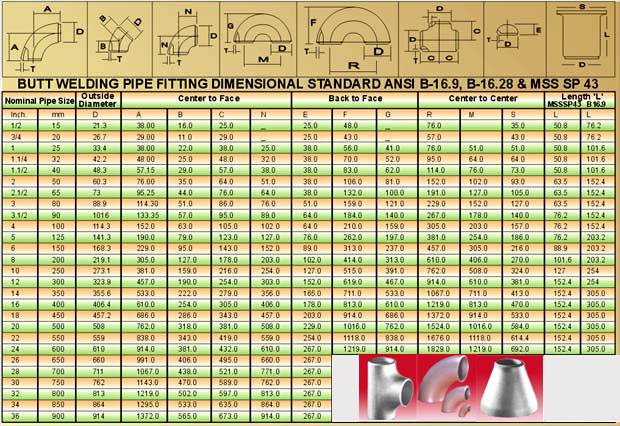
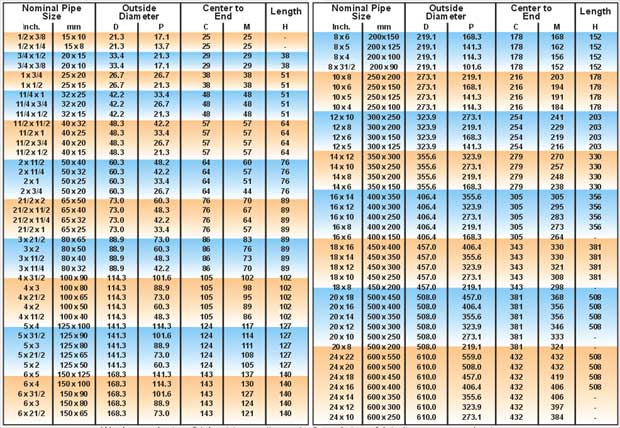
BUTT WELDING PIPE FITTING DIMENSIONAL STANDARD ANSI B-16.9, B-16.28 & MSS SP 43
Click here for Larger View
BUTT-WELDING PIPE FITTINGS ANSI B 16.9 AND B 16.28
Click here for Larger View
We also supply pipes & take piping erection contracts & spool pieces fabrication as per your drawing
SPECIAL PRODUCTS MANUFACTURED

|

|
Long Radius Piggable Bends |
|

|
R=3D, 5D, 8D... 22D & Size Upto 32" |
Long Radius Bends Piggable And Pressure Vessel Use
In stainless steel, alloy steel, carbon steel & nickel alloys seamless & welded long radius piggable bends half and full size rings and spray ring headers upto 7000 mm dia. mfg. range:- 2d, 5d, 8d, upto 22d, 45o, 90o, 180o, 360o sizes upto 24 " nb also mfg. "j", "s", "u" and special bends, oval rings, spool pieces etc. as per customer drawing & specn. |
DIMENSIONAL TOLERANCE :
flattening on any point max. 1.7% ovality within 1.5% of the dia. of pipe angle +/- 1.5o of w.t., thinning max. 5.9% of w.t., dummy pig pass test done with 96% i.d.
of bends, no flaring, wrinkle free bends |
WE ALSO MANUFACTURE |
Large Size Butt Weld Pipe Fittings Up to 32" N.B. |
MANUFACTURING PROCEDURE FOR LONG RADIUS PIGGABLE BENDS |
Stainless Steel, Alloy Steel, Carbon Steel, L.T.C.S., NACE & NICKEL ALLOYS |
Seamless & Welded Long Radius Piggable Bends & Spray Ring Headers Mfg.
Range : 2D, 5D, 8D Upto 22D, 45°, 90°, 180°, 360° size upto 24"NB |
Dimension Tolerances : Flattening on any point max 2.2%, Angle +/- 1.5° ovality with in 1.5% of the Dia.of pipe,thinning max.5.9% of W.T.,Wrinkle free Bends. Dummy pig test shall be done upto 96% I.D.of Bend |
1. ISSUE OF WORK ORDER :
1.1 Technically & commercially clear Purchase Order.
1.2 Manufacturing Codes / Standards as per Client Requirement / Approved Drawing/Approved QAP.
1.3 Technical Data like Matrl Spec, & Dimn, NDT Requirement & its Specn
1.4 For free issued Pipes by client, we take proper care for handling, secure storing, saving minimum wastage, proper accounting and its after Mfrg. For bend physical properties are being maintained, as per M.T.C. of pipe, with any third party inspection agency.
2. RAW MATERIAL RECEPT, INSPECTION & ACCEPTANCE:-
2.1 Verification of purchased material as per Purchase Order and Specn.
2.2 Co-Relation of Heat No of Material with Mill Test Cert.
2.3 Co-Relation of MTC as per Spen.
2.4 For all accepted materials Visual and dimensional check are carried out.
2.5 Punching Lot Nos and Color-coding using hard punch/ Stencil allotted identification No. For materials.
2.6 If original MTC is not received / available check testing is carried out
3. MANUFACTURING CONTROL OF SEAMLESS & WELDED LONG RADIUS PIPE BENDS:-
3.1 Marking on pipes are done as per Cutting Length make sure the individual pieces
bears the Allotted Lot No.
3.2 The pipes are filled with sand, lead or Gum based Rosin.
3.3 After filling of Insert Material the pipes are taken for further Hot/Cold forming process.
3.4 Stage wise Inspection is carried out on Processing Level Like Flattening, ovality, thinning, Wrinkle & Angle.
3.5 If any type welding is required for bends, our welders are qualified as per your approved WPS & PQR.
3.6 Final Inspection is carried out on bending machine, before taken out for final processing.
3.7 Visual and Dimension check are carried out during production for Flattening radius Diameter / Ovality, Height Bevel end angle, Min. & Max. Wall thickness is Recorded. NDT is carried out as per Approved QAP/DRG.
3.8 Heat Treatment:- For S.S. solution annealing, A.S. annealing, C.S. normalizing L.T.C.S hardenng & temper.
3.9 Test coupon are send for check testing as per specification / Approved QAP/DRG./ Client Requirement.
3.10 For S.S. Bends pickling, and passivation are carried out before dispatch.
3.11 C.S., A.S. & L.T.C.S bends are shot blasted, wire brushed and rust preventives are applied before dispatch.
3.12 Final marking are done by Hard Punching/Stencile that bears the following details
(Mfg's Monogram / Specn/Dimn/Size/Sch/Ht-Lot No) and any other details.
3.13 All Relevant documents are prepared Dimensional Reports, Inspection reports,
NDT Reports, Mfg. Test Certif.
3.14 After the records are completed bends are offered to Client or Third Party agency for inspection.
3.15 After Inspection, acceptance and final stamping by inspection agency. The item is released to store.
3.16 After getting the internal / shipping clearance note the Stores will pack the items with suitable packing material, as Per spec, with packing lists, to avoid any kind of damage during Transit. |
|
|
 |
 Contact Us :: Contact Us ::
Champak Steel & Engg. Co.
390/392 Shankar Mansion, S.V.P. Road, Mumbai - 400004.
Contact Person: Mr. Vimal Jain
Email:
Tel: +91-22-66159016 / 66159001
Fax:+91-22-66159023
|
|
|